Menu Website

- Home
- MediaOutReach
- RETRANSMISSION: RZOLV Reports Approximately 97.0% Gold Recovery on Complex Copper-Gold Ore Without Pretreatment, Highlighting Potential to Simplify Flowsheets Versus Cyanide

RETRANSMISSION: RZOLV Reports Approximately 97.0% Gold Recovery on Complex Copper-Gold Ore Without Pretreatment, Highlighting Potential to Simplify Flowsheets Versus Cyanide
Kamis, 16 April 2026 | 11:57
Vancouver, British Columbia -
Newsfile Corp.
- April 16, 2026 - RZOLV Technologies Inc. (TSXV: RZL) (OTCQB: RZOLF)
(FSE: S711) ("RZOLV" or the "Company") is pleased to report the results
of recent metallurgical test work in which the Company achieved
approximately 97.0% gold recovery on a complex copper-gold ore using the RZOLV formula, without pretreatment.

The tested material graded approximately 9.6 g/t gold and 2.12% copper and is hosted within an alkaline gold-copper porphyry system. The gold mineralization is interpreted to be low-sulphidation epithermal mineralization.
The Company believes these results are significant because copper-bearing gold ores are widely recognized as challenging for conventional cyanide processing. SGS technical publications note that copper minerals can materially increase cyanide consumption and complicate solution management, and that where cyanide-soluble copper becomes significant, operators may consider adding a SART circuit to precipitate copper sulphide and recover cyanide for recycle. By achieving approximately 97.0% gold recovery on this copper-bearing ore without pretreatment, RZOLV believes the test work supports the potential for a simpler and potentially lower-cost processing route relative to a conventional cyanide alternative on similar mineralization.
RZOLV Technologies conducted bottle roll leach tests on the subject material to evaluate performance under controlled laboratory conditions. The test was conducted at 20% pulp density on a 150 g sample crushed to a target size of -500 µm and run for 168 hours with solution sampling at regular intervals.
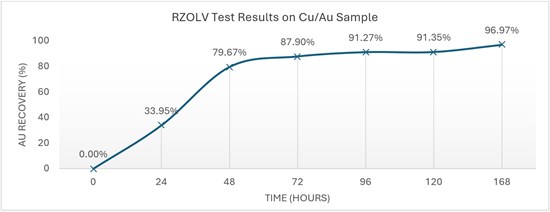
Figure 1 — Gold Recovery Over Time (Test 137-1, Cu/Au Sample – RZOLV 168 Hours)
To view an enhanced version of this graphic, please visit:
https://images.newsfilecorp.com/files/11597/292813_rzolv.jpg
Table 1 — Gold Recovery Over Time (Cu/Au Sample - RZOLV 168 Hours)
Analytical Basis
Testing was carried out at ambient laboratory temperature. Process pH and oxidation-reduction potential were monitored during the tests. Solution samples were collected at closely spaced intervals during the initial 4 hours to characterize early-stage kinetics, followed by additional sampling at 24, 48, 72, 96, and 120 hours.
Gold extraction values reported herein are based on internal solution and residue calculations generated during the test program. Final solid residues from the test were subsequently submitted to ALS Laboratories for independent assay verification. Results are presented above.
"This is an important result for RZOLV because it goes well beyond recovery alone," said Duane Nelson, President & CEO of RZOLV Technologies. "To achieve this high gold recovery on a copper-bearing complex ore without pretreatment suggests that RZOLV may offer a practical alternative in mineral systems where cyanide can become penalized by copper. If supported by further work, this could translate into simpler plant design, lower capital costs, lower reagent penalty, and the potential to avoid the need for a costly SART circuit that might otherwise be required under a cyanide flowsheet."
The Company believes the implications of this result may include:
The Company further notes that the absence of pretreatment in this test work is particularly encouraging. Pretreatment steps can add substantial cost, time, technical complexity and permitting burden to a project. Demonstrating high gold recovery without such steps may improve the commercial attractiveness of RZOLV for certain complex ore bodies.
These are ore types where conventional cyanide does not merely underperform environmentally, but can become economically burdened by complexity, copper interference, pretreatment requirements, or downstream circuit additions. If this result is supported by further work, it suggests that RZOLV may not simply be an alternative to cyanide, but a superior solution in selected copper-bearing gold systems. The Company intends to continue metallurgical work to further evaluate recovery performance, reagent optimization, copper deportment, process economics and scale-up parameters across broader sample sets and operating conditions.
Exchange Disclaimer
Neither the TSX Venture Exchange nor its Regulation Services Provider (as that term is defined in the policies of the TSX Venture Exchange) accepts responsibility for the adequacy or accuracy of this release.
About RZOLV Technologies Inc.
RZOLV Technologies Inc. is a clean-technology company advancing a new generation of hydrometallurgical chemistry designed to transform how precious and critical metals are recovered from ores, concentrates, and renewables. The Company is developing proprietary, non-cyanide solutions intended to unlock value from complex materials where conventional methods can be limited.
Its flagship technology, RZOLV™, is a proprietary, water-based dissolution system designed to achieve strong recovery performance without the toxicity, permitting burden, and legacy liabilities associated with conventional cyanide-based processes. By operating in a broader and more controllable chemical window, RZOLV™ has the potential to recover precious and critical metals from challenging feedstocks and support a safer, more sustainable path forward for the mining and resource recovery industries.
For more information, please visit https://www.rzolv.com.
For further information, please contact:
Duane Nelson
President & CEO
RZOLV Technologies Inc.
Tel: +1-604-332-2662
Email: duane@rzolv.com
Forward-Looking Statements
This news release contains forward-looking statements within the meaning of applicable securities laws. Forward-looking statements include, but are not limited to, statements regarding the potential implications of the reported metallurgical results, including possible reductions in capital cost, operating complexity, pretreatment requirements, and the potential to reduce or eliminate the need for a SART circuit under certain conditions, as well as statements regarding future testing, scale-up, commercial applicability and economic performance. Forward-looking statements are based on management's current expectations, estimates, assumptions and beliefs as of the date hereof. Actual results may differ materially from those expressed or implied by such statements due to a variety of risks, uncertainties and other factors, including the possibility that further test work does not confirm current results, that ore characteristics vary, that scale-up performance differs from laboratory results, and that economic, technical, regulatory or market conditions change. Readers are cautioned not to place undue reliance on forward-looking statements. The Company undertakes no obligation to update or revise forward-looking statements except as required by applicable law.
The tested material graded approximately 9.6 g/t gold and 2.12% copper and is hosted within an alkaline gold-copper porphyry system. The gold mineralization is interpreted to be low-sulphidation epithermal mineralization.
The Company believes these results are significant because copper-bearing gold ores are widely recognized as challenging for conventional cyanide processing. SGS technical publications note that copper minerals can materially increase cyanide consumption and complicate solution management, and that where cyanide-soluble copper becomes significant, operators may consider adding a SART circuit to precipitate copper sulphide and recover cyanide for recycle. By achieving approximately 97.0% gold recovery on this copper-bearing ore without pretreatment, RZOLV believes the test work supports the potential for a simpler and potentially lower-cost processing route relative to a conventional cyanide alternative on similar mineralization.
RZOLV Technologies conducted bottle roll leach tests on the subject material to evaluate performance under controlled laboratory conditions. The test was conducted at 20% pulp density on a 150 g sample crushed to a target size of -500 µm and run for 168 hours with solution sampling at regular intervals.
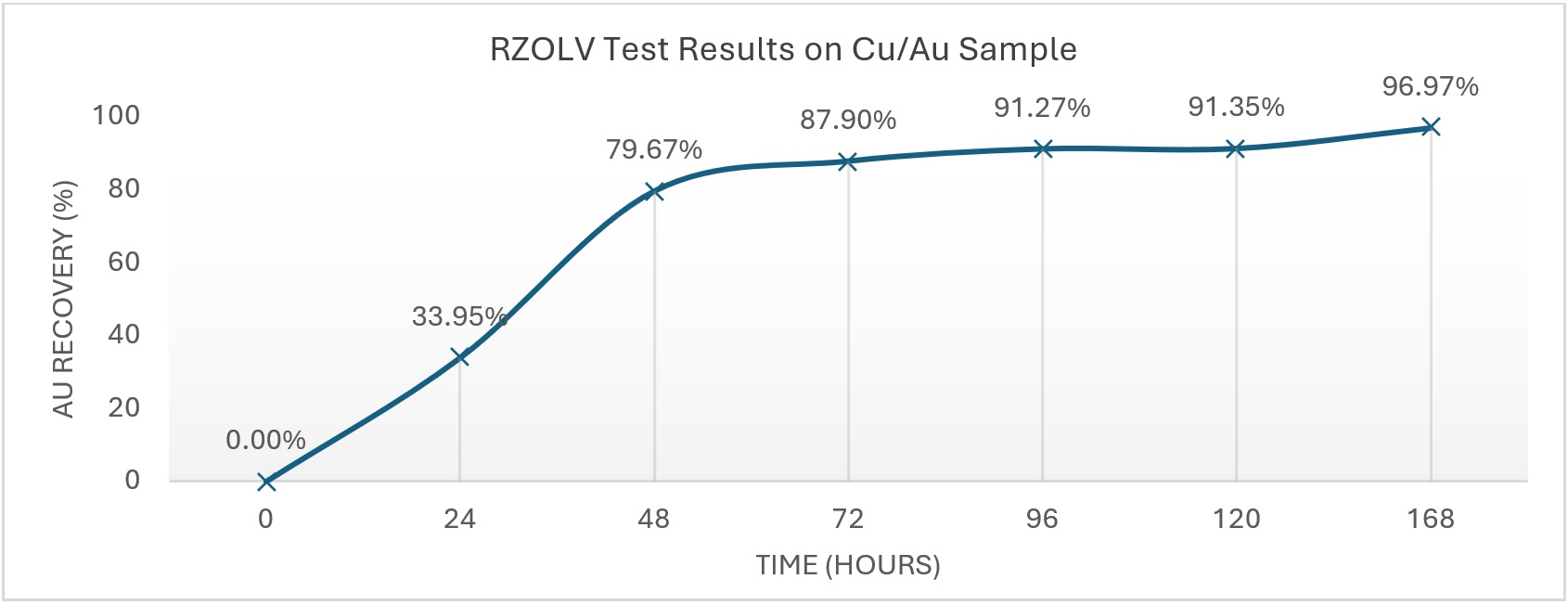
Figure 1 — Gold Recovery Over Time (Test 137-1, Cu/Au Sample – RZOLV 168 Hours)
To view an enhanced version of this graphic, please visit:
https://images.newsfilecorp.com/files/11597/292813_rzolv.jpg
Table 1 — Gold Recovery Over Time (Cu/Au Sample - RZOLV 168 Hours)
| Test |
Assayed
Head Au (g/t) |
Calculated
Head Au (g/t) |
Final
Residue Au (g/t) |
Recovery
@24h |
Recovery
@48h |
Recovery
@72h |
Recovery
@96h |
Recovery
@120h |
Recovery
@168h |
| 137 | 9.5 | 9.6 | 0.29 | 33.95% | 79.67% | 87.90% | 91.27% | 91.35% | 96.97% |
Analytical Basis
Testing was carried out at ambient laboratory temperature. Process pH and oxidation-reduction potential were monitored during the tests. Solution samples were collected at closely spaced intervals during the initial 4 hours to characterize early-stage kinetics, followed by additional sampling at 24, 48, 72, 96, and 120 hours.
Gold extraction values reported herein are based on internal solution and residue calculations generated during the test program. Final solid residues from the test were subsequently submitted to ALS Laboratories for independent assay verification. Results are presented above.
"This is an important result for RZOLV because it goes well beyond recovery alone," said Duane Nelson, President & CEO of RZOLV Technologies. "To achieve this high gold recovery on a copper-bearing complex ore without pretreatment suggests that RZOLV may offer a practical alternative in mineral systems where cyanide can become penalized by copper. If supported by further work, this could translate into simpler plant design, lower capital costs, lower reagent penalty, and the potential to avoid the need for a costly SART circuit that might otherwise be required under a cyanide flowsheet."
The Company believes the implications of this result may include:
- - Potential flowsheet simplification, by reducing or potentially
eliminating the need for a separate copper-cyanide management circuit;
-
- Lower capital intensity, through the possible avoidance of a SART plant and related supporting infrastructure;
-
- Reduced operating complexity, including fewer unit operations and
less process management associated with copper-cyanide recycling;
-
- Improved project economics, particularly for lower-grade or
copper-bearing gold ores where processing costs are highly sensitive to
reagent consumption and circuit complexity; and
-
- Expanded market relevance for RZOLV, further supporting its
potential application in ore types that can fall within conventional
cyanide "penalty" windows.
The Company further notes that the absence of pretreatment in this test work is particularly encouraging. Pretreatment steps can add substantial cost, time, technical complexity and permitting burden to a project. Demonstrating high gold recovery without such steps may improve the commercial attractiveness of RZOLV for certain complex ore bodies.
These are ore types where conventional cyanide does not merely underperform environmentally, but can become economically burdened by complexity, copper interference, pretreatment requirements, or downstream circuit additions. If this result is supported by further work, it suggests that RZOLV may not simply be an alternative to cyanide, but a superior solution in selected copper-bearing gold systems. The Company intends to continue metallurgical work to further evaluate recovery performance, reagent optimization, copper deportment, process economics and scale-up parameters across broader sample sets and operating conditions.
Exchange Disclaimer
Neither the TSX Venture Exchange nor its Regulation Services Provider (as that term is defined in the policies of the TSX Venture Exchange) accepts responsibility for the adequacy or accuracy of this release.
About RZOLV Technologies Inc.
RZOLV Technologies Inc. is a clean-technology company advancing a new generation of hydrometallurgical chemistry designed to transform how precious and critical metals are recovered from ores, concentrates, and renewables. The Company is developing proprietary, non-cyanide solutions intended to unlock value from complex materials where conventional methods can be limited.
Its flagship technology, RZOLV™, is a proprietary, water-based dissolution system designed to achieve strong recovery performance without the toxicity, permitting burden, and legacy liabilities associated with conventional cyanide-based processes. By operating in a broader and more controllable chemical window, RZOLV™ has the potential to recover precious and critical metals from challenging feedstocks and support a safer, more sustainable path forward for the mining and resource recovery industries.
For more information, please visit https://www.rzolv.com.
For further information, please contact:
Duane Nelson
President & CEO
RZOLV Technologies Inc.
Tel: +1-604-332-2662
Email: duane@rzolv.com
Forward-Looking Statements
This news release contains forward-looking statements within the meaning of applicable securities laws. Forward-looking statements include, but are not limited to, statements regarding the potential implications of the reported metallurgical results, including possible reductions in capital cost, operating complexity, pretreatment requirements, and the potential to reduce or eliminate the need for a SART circuit under certain conditions, as well as statements regarding future testing, scale-up, commercial applicability and economic performance. Forward-looking statements are based on management's current expectations, estimates, assumptions and beliefs as of the date hereof. Actual results may differ materially from those expressed or implied by such statements due to a variety of risks, uncertainties and other factors, including the possibility that further test work does not confirm current results, that ore characteristics vary, that scale-up performance differs from laboratory results, and that economic, technical, regulatory or market conditions change. Readers are cautioned not to place undue reliance on forward-looking statements. The Company undertakes no obligation to update or revise forward-looking statements except as required by applicable law.
BERITA LAINNYA
Kamis, 16 April 2026 | 11:57

Kamis, 16 April 2026 | 11:56

Kamis, 16 April 2026 | 11:55
Kamis, 16 April 2026 | 11:54
Kamis, 16 April 2026 | 08:58


Kamis, 16 April 2026 | 08:56

Kamis, 16 April 2026 | 08:55


Kamis, 16 April 2026 | 08:53

Kamis, 16 April 2026 | 08:52


BERIKAN KOMENTAR


-

-
-

-

-
 Kamis, 16 April 2026 | 12:09
Kamis, 16 April 2026 | 12:09
Aspire Memperoleh Lisensi Sekuritas dan Manajemen Aset dari Komisi Sekuritas dan Berjangka Hong Kong
-
 Kamis, 16 April 2026 | 12:09
Kamis, 16 April 2026 | 12:09
Huawei Cloud Luncurkan layanan MaaS di Asia Pasifik, yang Memberikan Pengalaman Token yang Unggul

-

-
-
 Jumat, 10 April 2026 | 17:18
Jumat, 10 April 2026 | 17:18
iHerb Launches "Heatwave Essentials" Campaign for Singapore Consumers (22% off sitewide)
-

-

-
 Jumat, 10 April 2026 | 23:26
Jumat, 10 April 2026 | 23:26
Bangkok Luncurkan Pameran Budaya “KUDTHAI” di Kawasan Songwat yang Sedang Berkembang Selama Songkran





